时间:2023-10-12 10:40:00
如果您想了解我们的产品,可以随时拨打我公司的销售热线或点击下方按钮在线咨询价格!
立即拨打电话享更多优惠:15152149740(刘)
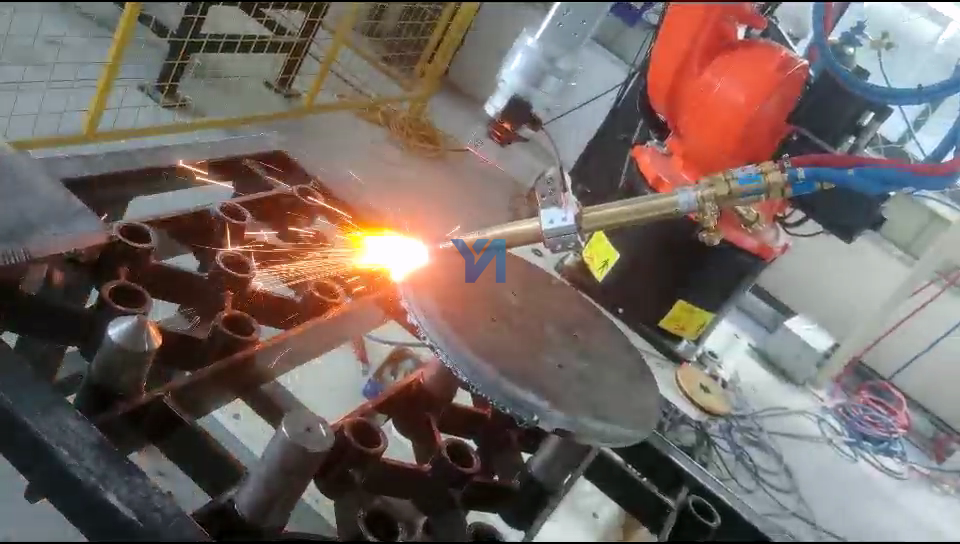
> 关键词:焊接机器人
焊接机器人制造商的送丝系统故障占机器人总故障率的70%以上。 它们是产生咬边、夹渣、偏焊、大颗粒飞溅、焊缝熔深等焊接缺陷的主要原因,严重制约生产效率和成本。 送丝系统的故障部位概括为四段一根丝,即焊枪段、焊枪电缆段、送丝机段、外部送丝管段和焊丝段。 通过排除法,可以准确定位送丝系统故障发生的位置。 从耗材的磨损、配件的老化、辅助材料的质量状况入手,逐步分析送丝系统故障的原因,并提出相应的解决方案,为焊接机器人的高效应用提供保障。 提供帮助和支持。

目前,传统制造业的技术门槛已大大降低,生产自动化、产品轻量化、节能使用逐渐成为未来竞争的焦点。 焊接机器人因其工作效率高、焊接质量好、焊缝美观,能够显着减少焊接粉尘和弧光对人体的伤害,越来越多地应用于各行各业。 与传统的手工焊接相比,焊接机器人也有其缺点。 设备维护技术要求高,耗材及配件价格昂贵,狭小的空间无法焊接,制约了产品的成本和效率。 工件拼接精度、工装定位精度和机器人重复定位精度(特别是工具坐标和基坐标精度)三要素是机器人自动焊接的前提。 如果出现故障,将严重制约机器人焊接质量的稳定性。 另外,焊接机器人的故障主要表现在水循环、供气、送丝三大基本生产系统上。 其中,水循环故障的主要表现是焊枪颈部过热,其形成的主要原因是焊枪电缆水缆断裂; 送风系统故障的主要表现是焊孔,主要原因是分流器损坏、喷嘴不圆或飞溅堵塞喷嘴。 与水循环和供气系统相比,送丝系统故障的表现形式和原因要复杂得多。
1、焊接机器人送丝系统故障表现
焊接机器人送丝系统故障是产生咬边、夹渣、偏焊、大颗粒飞溅、焊缝熔深等焊接缺陷的主要原因。 送丝方式与机器人焊接电源的组合主要分为恒速送丝和弧压控制送丝两种。 当焊丝直径大于3mm时,仅通过调节电弧本身很难恢复弧长变化时的弧长。 因此采用弧压反馈送丝代替恒速送丝,并配备具有陡降特性的电源。 为了提高焊接效率,焊接机器人厂家一般选用φ0.8~φ1.6mm的焊丝,因此绝大多数焊接机器人采用恒速送丝。 等速送丝的优点是可以自动调节弧长,而弧长自调节功能是电弧跟踪技术的关键。 焊接厚板或角焊缝时,焊枪会左右摆动。 干延伸的差异导致实际焊接电流与设定电流不同。 干延长时间越短,实际电流越大,干延长时间越长,实际电流越小。 利用与该原理对应的软件实时处理电流的变化和焊枪的位置,然后修正焊接机器人的实际轨迹,保证轨迹中心线始终位于焊枪的中间。坡口,同时保证焊枪与焊缝的高度方向一致。 当出现送丝故障时,单位时间内的送丝速度降低,焊接电流减小,焊接电压急剧升高,焊接飞溅增加,形成焊接夹渣。 如果大颗粒飞溅并粘附在导电嘴末端,导电嘴将会报废。 如果使用电弧跟踪功能时出现送丝故障,焊接机器人会误判捕获到的焊接电流减小信号,因为焊杆伸长过长,因此会自动压枪以减小焊杆伸长,从而导致焊线 过多的能量会焊穿板材,甚至导电嘴或喷嘴也可能熔化到焊池中,导致焊枪熔透和泄漏。 送丝不良现象直接影响焊接电弧长度的变化。 电弧长度越长,焊接电压越大,焊接宽度越宽,越容易出现咬边、焊道宽度偏差等焊接缺陷。 同时,焊接电弧长度的非线性变化导致电弧跟踪采集的距离数据紊乱,导致局部焊接。 据公司实际生产统计,送丝系统故障占焊接机器人总故障率的70%以上。 送丝不良的副产品是导电嘴报废和焊接缺陷。
2、确定焊接机器人送丝系统故障部位
根据送丝线方向,可将送丝系统的故障部位分为“4段1丝”。 4段分别是外部送丝管段、送丝机段、焊枪电缆段和焊枪段,1丝是指焊丝的质量。 通过排除故障的方法可以排查送丝系统的故障部位。
2.1. 焊接机器人送丝系统故障位于焊枪部分。
拆下焊枪,按住点动送丝键,检查从焊枪电缆中出来的焊丝强度。 如果送丝平稳有力,则说明焊枪电缆、送丝机、外部送丝系统没有故障。 焊枪有故障。 否则,焊枪以上系统有故障。
2.2. 焊接机器人送丝系统故障位于焊枪电缆段。
焊枪部分送丝故障排除后,拆下焊枪电缆,压住点动送丝机,检查从送丝机出来的焊丝强度。 如果送丝平稳有力,说明送丝机及外部送丝系统没有故障,但焊枪电缆有故障。 否则,说明送丝机及上述系统有故障。
2.3. 焊接机器人送丝系统故障位于送丝机部分或外部送丝管部分。
将焊枪和焊枪电缆部分排除故障后,拆下焊枪电缆,打开送丝压轮,用手拉动焊丝。 如果焊丝拉动顺畅、轻松,说明外部送丝系统没有故障,送丝机有故障。 否则,说明外部送丝管或焊丝段有故障。
2.4. 焊接机器人送丝系统故障位于焊丝段。
如果检查外部送丝系统、送丝机、焊枪电缆、焊枪部分后仍存在送丝不良,则怀疑是焊丝质量问题。 焊丝质量问题最常见的表现是:送丝软管内焊粉过多、焊丝节距过大、焊丝缠结、镀层不均匀、焊接飞溅大等。
3、焊接机器人送丝系统故障修复
3.1. 焊接机器人焊枪部分送丝系统故障的修复
当送丝系统故障部位位于焊枪部分时,送丝不良的主要原因是接触喷嘴磨损或焊枪颈部送丝软管堵塞。 导电嘴是最常用的焊接消耗品。 在机器人高温和高频摆动的共同作用下,很容易磨损沟槽,从而显着增加送丝阻力。 另外,导电嘴的磨损很容易造成电弧偏吹、大颗粒飞溅并粘附在导电嘴末端,造成送丝不畅,严重时可导致导电嘴报废。 枪颈导丝管应定期清洗、更换。 枪颈导丝管两端应用磨床打磨光滑,避免焊丝送丝过程中划伤。 如果焊枪碰撞严重,校正焊枪后枪颈上的送丝软管不易更换,则应考虑更换焊枪。 在排查焊枪部分的送丝问题时,一定要检查喷嘴是否堵塞、不圆,接触喷嘴底座的送气孔是否堵塞,绝缘圈是否老化,因为这些因素都会影响焊枪的使用寿命。影响焊接飞溅的大小。
3.2 焊接机器人送丝系统故障位于焊枪电缆段的修复
当焊接机器人送丝系统故障位于焊枪电缆段时,造成送丝不良的主要因素是送丝软管的长度、清洁度和焊枪电缆的弯曲角度。 如果软管太长,它会在喷枪电缆内部弯曲,如果软管太短,它会在喷枪电缆内部移动。 软管内径与焊丝直径应匹配。软管
直径太小,焊丝与软管内壁的接触面增大,送丝阻力增大。 此时,如果管内有杂质,焊丝往往会卡在软管内; 如果软管内径太大,焊丝会卡在软管中。 以波浪状前进会增加推拉送丝过程中的送丝阻力。
焊枪电缆的弯曲角度也是限制送丝系统阻力的关键。 它主要是由程序员在编程时决定的。 因此,编程人员示教时除了考虑焊接角度外,还应考虑焊枪电缆的弯曲角度。 顺时针焊接电弧时,焊枪电缆会缠绕防撞,弯曲半径太小,机器人送丝阻力增大; 但如果编程人员在焊接电弧前通过示教编程将焊枪电缆缠绕到机械臂上,在第5轴上方,然后逆时针方向焊接,可以有效避免焊枪电缆弯曲角度过小的焊接。
平衡吊的起吊位置也是影响枪缆送丝稳定性的重要因素之一。 如果平衡吊的起吊位置发生移动,焊枪电缆的弯曲角度及其随焊接机器人移动时的姿态轨迹也会发生变化,导致送丝不良。 严重时,焊枪电缆可能会缠绕在伺服电机上,甚至可能损坏送丝机和焊枪电缆的欧洲中心接口。 因此,应相应标记平衡吊的起吊位置,为后续维护或更换枪缆提供位置参考。
3.3. 位于送丝机部分的焊接机器人送丝系统故障的修复
当送丝系统故障位于送丝机部分时,送丝不畅的主要原因是送丝导管磨损、送丝轮(送丝压轮)磨损、送丝轮磨损等。压力杆压力不匹配。 送丝机结构、送丝导管、中心导管和送丝套接头应保持同心。由于使用过程中操作不当,送丝机面板容易变形。 此时,导丝管与中心
导管会产生一定程度的偏心。 偏心越大,焊丝与送丝导管之间的磨损越严重,送丝阻力也越大。 送丝轮一般采用45#钢、高碳工具钢或合金钢制成。 经表面热处理后,达到洛氏硬度HRC45~50。 滚轮通常具有用于送丝的凹槽。 对于较硬材料制成的焊丝,送丝轮具有“V”形凹槽,其张角约为40°。 与无槽平滚轮相比,送丝力提高10-30%,并能保证焊丝在滚轮内的固定位置和送丝方向。 输送直径大于2mm的软焊丝,可采用“U”形槽。 不宜使用表面有滚花的送丝轮,因为送丝轮经过热处理后硬度很高。 焊丝经过雕刻送丝轮后,焊丝表面会被损坏,出现锯齿状。
它不仅增加了焊丝在软管中行进的阻力,造成送丝不稳定,而且加速了导电嘴的磨损。
目前市场上的送丝轮大多有两种规格的送丝槽。 操作人员在维护设备时可以方便地安装反向送丝轮。 当送丝槽规格与焊丝尺寸不匹配时,会造成送丝功率不足或焊丝被划伤。 调节压杆压力为宜,使焊丝送出平稳有力,无划伤。 压压杆前,应确保焊丝处于送丝轮凹槽的中间,以免焊丝挤压变形。 送丝机通过送丝齿轮的啮合输送焊丝。 中厚板焊接过程中,平均送丝速度可达12m/min。 随着送丝齿轮的磨损,中心孔轴的配合间隙增大。 严重时,送丝速度可能会变得不稳定,导致焊接电弧长度发生变化。 如果此时使用电弧跟踪功能,焊接机器人在计算和修正过程中会将弧长变化误认为是位置偏移,从而产生偏焊、咬边等焊接缺陷。 需要指出的是,送丝机中的送丝电机和编码器也是易损件,如果出现送丝不稳定的情况也应予以考虑。
3.4. 焊接机器人送丝系统位于外部送丝管段故障的修复
当送丝系统故障位于外送丝管段时,送丝不良的主要原因是外送丝管弯曲半径过小、内壁磨损或堆积物。杂质。 目前,焊接机器人的外部送丝管大多布置在坦克链中。 罐链拐角处和送丝机末端常存在弯曲半径较小的硬弯,更换困难。 通过重新规划外部送丝线,防止其穿过坦克链并增加弯曲半径,成功地将送丝电机电流值从1.2A降低到0.6~0.7A。
3.5. 焊接机器人送丝系统位于焊丝段故障的修复
焊丝的选用及其性能按相应的国家标准执行。 焊丝化学成分的控制和熔敷金属力学性能的稳定已不再是行业的技术瓶颈。 焊丝直径、圆度、节距、松弛直径、镀层均匀性、层间缠绕是影响焊接机器人自动化焊接的关键因素。 由于焊接机器人的送丝距离较长,焊丝的表面质量将严重影响设备的送丝性能。 哈尔滨工业大学孙强等提出,焊丝的送丝性能与焊丝表面平整度的比例密切相关。 LD/LT和平面宽度偏差率KY描述了焊丝的表面状态。 结合送丝性能与表面状态的关系,提出评价送丝性能的标准:焊丝平直表面比例LD/LT在0.5~0.8的合理范围内,且当KY较小时当KY大于30%时,送丝性能优良,当KY大于40%时,送丝性能较差。 当焊丝升程大于25mm或松弛直径小于380mm时,表明焊丝残余应力较大,送丝过程中焊材磨损会加剧。 一旦焊材磨损坡口,焊丝的送丝阻力急剧增大。 焊丝节距小于25mm,松弛直径大于380mm,这是国家标准对焊丝表面质量的基本要求。 根据公司经验,若焊接机器人送丝距离超过10m,筒装焊丝的翘曲距离应小于等于10mm,松弛直径应大于600mm,以保证连续焊接。焊接机器人稳定送丝; 如果层绕过程控制不好,焊丝在送丝过程中容易发生缠结。 焊丝对层绕有明确的要求。 当筒内缠绕的焊丝超过3根与缠绕层内径分离,且距离大于20mm时,表明焊丝质量不合格。 另外,对于使用焊丝的焊接机器人,焊丝的涂层应尽可能干燥,因为湿式涂覆工艺形成的焊粉很容易变成泥浆,堵塞送丝软管,且无法用压缩清洗。空气。
总结陈述:焊接机器人送丝系统是机器人焊接生产的动脉,关系到产品的焊接质量和效率。 技术人员除了具备分析和维修技能外,还必须做好设备维护工作。 日常维护时除了清理送丝系统外,还应仔细检查易损件的磨损情况,及时修复设备的亚健康状态。 只有保证设备持续高效运行,才能提高产品质量、降低生产成本。